每個建造者遲早都會超越「目測」的測量方法。隨著專案越來越複雜,捲尺的精準度往往不足。例如,組裝引擎或加工零件時,通常需要精確到千分之幾英寸,否則零件就會失效,造成嚴重後果。遺憾的是,大多數能夠提供這種精度的工具都難以在髒亂不堪的雜亂車間環境中生存。但遊標卡尺是個例外。這種工具乍看之下令人望而生畏(尤其是當別人看到你襯衫口袋裡有它時),但只要掌握了它的基本原理,你就會發現它其實非常實用。以下是如何像工程師一樣,在建造任何物品時做到精準無誤的方法。
遊標卡尺體現了皮耶·維尼爾(Pierre Vernier)的一項巧妙發明。它不像指針式卡尺那樣擁有精密複雜的機械結構,但卻是一種堅固耐用且價格實惠的精確測量工具。不過,首先您需要了解遊標卡尺的工作原理。觀察圖中所示的卡尺,您會發現它有兩個刻度,其中一個可以滑過另一個刻度。但不太明顯的是,這兩個刻度之間的分度值之間存在著精確的對應關係。正是這種精確的對應關係,使得這種僅能精確到1/20英吋或1/40英吋、且沒有齒輪或螺絲的簡單裝置,能夠精確測量到1/1000英吋。
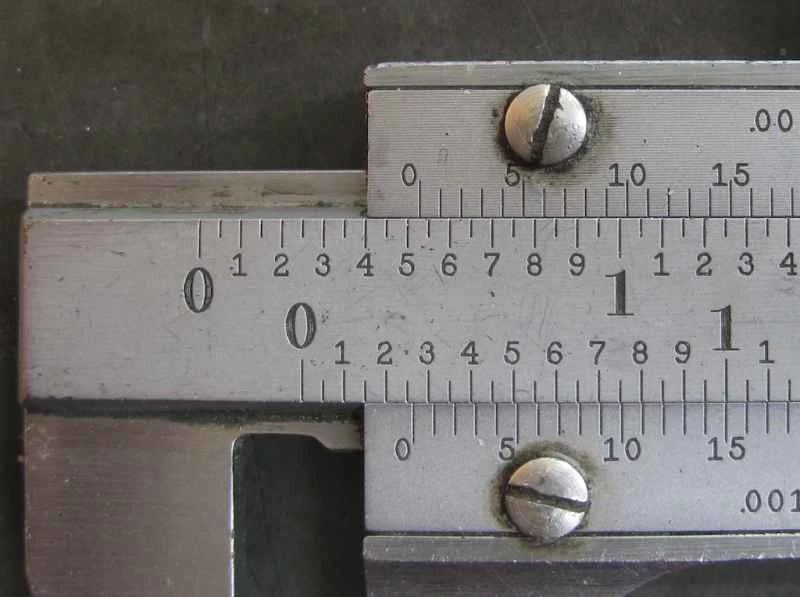
這種尺寸關係為何如此重要?滑動刻度上的每個刻度都比主刻度上的刻度小千分之一英吋。例如,當遊標卡尺閉合且零刻度對齊時,滑動刻度上的第一個刻度比主刻度上的第一個刻度短千分之一英寸,滑動刻度上的第二個刻度比主刻度上的第二個刻度短千分之二英寸,以此類推。刻度尺寸的差異會累積起來。在圖中所示的遊標卡尺上,滑動刻度上的第50個刻度比主刻度上的第50個刻度短整整一個刻度,剛好與第49個刻度對齊。這種相對刻度尺寸的差異是關鍵所在。
舉個例子:首先假設遊標卡尺處於閉合狀態,「0」刻度線對齊。我們隨意選擇一個數字,例如滑動刻度上的第14個刻度線。根據我們對滑動刻度線和主刻度線刻度相對大小的了解,我們可以推斷出這個刻度線比主刻度上的第14個刻度線短14 * 1/1000英吋 = 14/1000英吋。現在假設我們稍微打開遊標卡尺的卡爪,並移動滑動刻度線,使其第14個刻度線與主刻度上的第14個刻度線完全對齊。此時,卡尺的卡爪剛剛打開了14/1000吋。
這個基本概念正是使用遊標卡尺測量物體時所應用的。主尺的刻度單位與我們常用的計量單位一致,用於測量1/20英吋或1/40英吋以內的尺寸,取決於遊標卡尺的型號。滑動尺的刻度單位比主尺小1/1000英寸,用於計算剩餘的測量值,從而使遊標卡尺的精度達到1/1000英寸。因此,首先讀取主尺的刻度值。然後,讀取滑動尺的刻度值,即可確定滑動尺的測量值比主尺的讀數大了多少千分之一英吋。將這兩個數值相加即可得到最終的測量值。
為了完整起見,需要說明的是,遊標卡尺中常見的遊標刻度有兩種,分別是25分劃遊標和50分劃遊標。雖然細節有所不同,但基本原理相同。它們的滑動刻度上的分度值都比主刻度上的分度值小千分之一英吋。以25分劃遊標為例,主刻度的分度值為1/40英寸,滑動刻度上有25個分度值,每個分度值都比主刻度上的分度值小1/25英寸(1/40 * 1/25 = 1/1000)。對於如圖所示的50分度遊標卡尺,主尺刻度為1/20英寸,滑動尺有50個刻度,每個刻度比主尺刻度小1/50(1/20 * 1/50 = 1/1000)。它們的使用方法相同,精度也相同。
好了,數學就講到這裡。讓我們來看看這些是如何應用的。
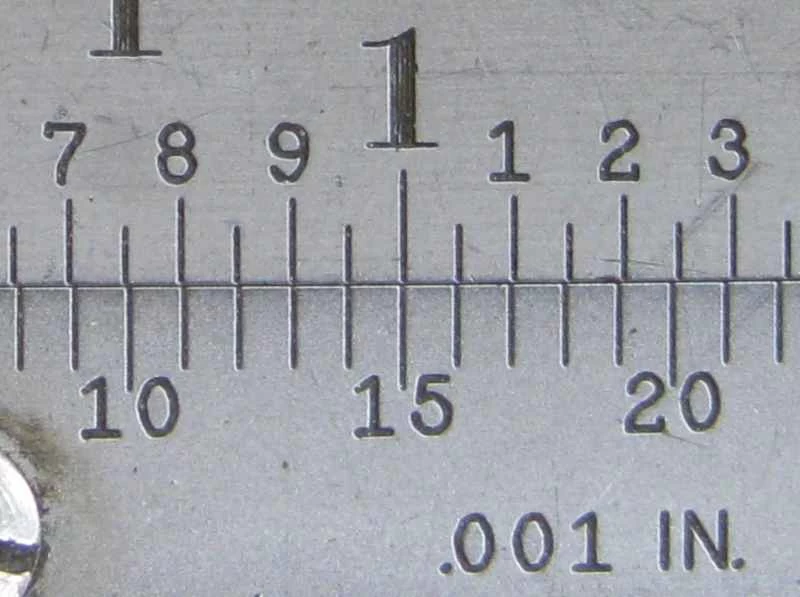
雖然遊標卡尺乍看之下可能令人困惑,但實際上使用起來非常簡單。首先調整卡尺的滑動鉗口,使其緊貼待測工件。讀取主尺上的刻度數,例如上圖的 1.25。然後,找到滑動鉗口上與主尺刻度完全對齊的第一個刻度。將此刻度值記為千分之一英吋(例如,滑動鉗口上的 14 對應 0.014 英吋),並將其加到第一步讀取的數值上。在本例中,測量結果為 1.39 英吋。
如需了解更多信息, 《斯塔雷特學生機械師手冊》是一本很好的參考書。
